เครื่องเคลือบถ่ายโอนอัตโนมัติด้วยวิธีการเคลือบเป็นระยะและต่อเนื่องสำหรับการผลิตแบตเตอรี่
zl-lb series coater เป็นอุปกรณ์เคลือบแบบมืออาชีพสำหรับแบตเตอรี่ลิเธียม.
1.เหมาะสำหรับกระบวนการเคลือบระบบสารละลาย เช่น ลิเธียมไอรอนฟอสเฟตที่เป็นน้ำมันหรือน้ำ, กรดลิเธียมโคบอลติกที่เป็นน้ำมัน, ไตรภาค, ลิเธียมแมงกาเนต, นิเกิลโคบอลต์ลิเธียมแมงกาเนต, กราไฟท์คาร์บอนเชิงลบที่เป็นน้ำมันหรือแบบน้ำ, ลิเธียมไททาเนต, เป็นต้น
2. ความแม่นยำในการควบคุมความตึงสามารถเข้าถึงระดับ± 1N โดยใช้ระบบควบคุมความตึงแบบวงปิด PID อัตโนมัติเต็มรูปแบบ
3. ชิ้นส่วนมาตรฐานนำเข้า เช่น ระบบควบคุม PLC ของ OMRON และเซอร์โวมอเตอร์ที่มีความแม่นยำสูง ใช้เพื่อให้แน่ใจว่าผลิตภัณฑ์เคลือบมีความสม่ำเสมอและมีเสถียรภาพสูงเป็นพิเศษในแง่ของความหนาแน่นและขนาดพื้นผิว. สัดส่วนของมาตรฐานนำเข้า ชิ้นส่วนสูงถึง 85%.
ข้อมูลจำเพาะ
|
วัสดุที่เหมาะสม
|
ลิเธียมไอรอนฟอสเฟตที่ใช้น้ำมันหรือน้ำ, ลิเธียมโคบอลต์, ลิเธียมแมงกาเนต, ternary, ลิเธียมนิกเกิลโคบอลต์แมงกาเนต, ลิเธียมไททาเนต, คาร์บอนกราไฟท์และระบบอื่นๆ
|
|
พารามิเตอร์พื้นผิวการทำงาน
|
อลูมิเนียมฟอยล์:
ความหนา: 10-30um; ความกว้าง: 200-620 มม.; เส้นผ่านศูนย์กลางของขดลวด: สูงสุด .500mm; น้ำหนัก: สูงสุด.500กก.
ฟอยล์ทองแดง:
T ความหื่น: 6-30um; ความกว้าง: 200-620 มม.; เส้นผ่านศูนย์กลางของขดลวด: สูงสุด .500mm; น้ำหนัก: สูงสุด.500กก.
|
|
การออกแบบความกว้างของม้วนer
|
650mm
|
|
มีประสิทธิภาพ ความกว้างของการเคลือบ
|
200~580mm
|
|
ความเร็วในการทำงานทางกลของอุปกรณ์
|
12 นาที/นาที
|
|
C ความเร็วในการข้าวโอ๊ต
|
0.5-8m/นาที
|
|
เหมาะสม วัสดุ ความหนืด
|
2000~12000 cps
|
|
ช่วงความหนาแห้งเคลือบด้านเดียว
|
50-150μm
|
|
ความยาวไม่ต่อเนื่องขั้นต่ำ
|
5mm
|
|
ความยาวการเคลือบขั้นต่ำของหลายขั้นตอน
|
20mm
|
|
คุณสมบัติของตัวทำละลาย
|
ตัวทำละลายน้ำมัน : nmp(s.gu003d1.033,b.pu003d204℃)
ตัวทำละลายน้ำ: h2o/nmp(s.gu003d1.000,b. pu003d100℃)
|
|
ปริมาณของแข็งที่เหมาะสม
|
ขั้วบวก:S. ค. 60%±20%
C แอโธด:
S. ค. 50%±10%(pvdf ระบบ)
S.C.50%±5%( sbr ระบบ)
|
|
ความหนาแน่นสัมพัทธ์
|
ขั้วบวก: 1.5—2.59/cm2
แคโทด: 1~1.89/cm2
|
|
วิธีการเคลือบ
|
สองชั้น สองด้าน การเคลือบถ่ายโอนเป็นระยะไม่เท่ากัน 3 ขั้นตอน / การติดตามอัตโนมัติด้านที่สอง / การเคลือบการถ่ายโอนอย่างต่อเนื่อง
|
|
โหมดเปลี่ยนม้วน
|
คู่มือ
|
|
ทิศทางการวิ่งของวัสดุฐาน
|
การเคลือบไปข้างหน้า , สารตั้งต้นไปข้างหน้าและย้อนกลับการทำงานของฟอยล์เปล่า
|
โครงสร้างเครื่อง
1. กลไกการคลี่คลาย (กรอถอยหลังด้วยมือเดียว)
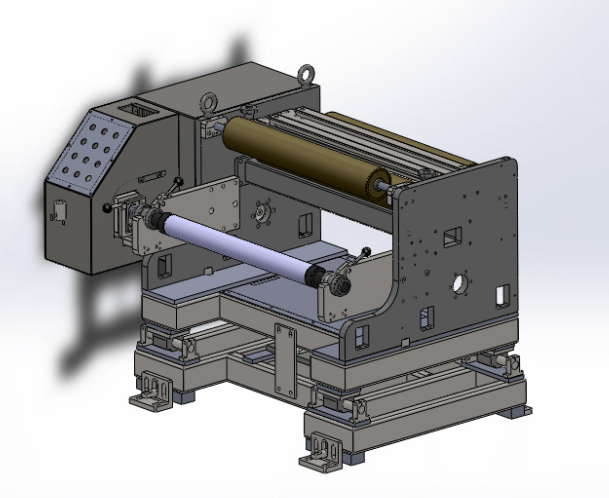
ส่วนที่คลี่คลายส่วนใหญ่มีสามฟังก์ชัน: การคลี่คลายแบบแอ็คทีฟ, การแก้ไขอัตโนมัติแบบเรียลไทม์และการควบคุมความตึงอัตโนมัติ
การคลายตัวแบบแอคทีฟนั้นขับเคลื่อนโดยมอเตอร์ผ่านรอกแบบซิงโครนัส, และความเร็วในการคลายตัวจะถูกกำหนดตามการเปลี่ยนแปลงแบบเรียลไทม์ของความตึงและความเร็วในการเคลือบ. กระบวนการทั้งหมดจะทำงานโดยอัตโนมัติเพื่อให้แน่ใจว่าการจับคู่ความเร็วคลี่คลายที่สมบูรณ์แบบและ ความเร็วในการเคลือบ. หลีกเลี่ยงความผันผวนของแรงตึงที่เกิดจากการส่งออกพลังงานที่ไม่เป็นเชิงเส้นของผงแม่เหล็กซึ่งไม่สามารถควบคุมความเร็วการคลายตัวในแบบเรียลไทม์และอย่างแข็งขันเมื่อผงแม่เหล็กแบบเดิมคลายตัวแบบพาสซีฟ, ซึ่งส่งผลต่อ ความเร็วในการเคลือบ.
|
โครงสร้างการติดตั้งลูกกลิ้ง
|
การติดตั้งเพลทแนวตั้งแบบอินทิกรัล (ความหนา 30 มม.)
|
|
การรักษาพื้นผิวลูกกลิ้ง
|
การบำบัดด้วยออกซิเดชันof ม้วนอลูมิเนียม พื้นผิว , ความแข็งผิวคือ HRC65, ระยะวิ่งออกจากม้วนคือ ≤ 20 μ m, ความขรุขระของพื้นผิวคือ ra0.8, ความขนานคือ ≤ 0.1 มม.
|
|
ระบบควบคุมความตึง
|
PID อัตโนมัติเต็มรูปแบบการควบคุมวงปิดความตึงเครียดคงที่; คลี่คลายช่วงความตึงเครียด:0~ 50n; ความแม่นยำในการควบคุมความตึงเครียด ± 1N;
|
|
วิธีการแก้ไข
|
ระบบควบคุม EPC อัตโนมัติ, ระยะชัก 120 มม.
|
|
วิธีการคดเคี้ยว
|
คลายในทิศทางขึ้นและลง
ขดลวดได้รับการแก้ไขด้วยเพลาพอง 3 นิ้วและเพลาพอง
คลี่คลายเพลาพองเดียว, รองรับสองด้าน
แท่นประกบแบบแมนนวล, โหมดแท่นอัดคู่
|
|
พื้นผิว ทิศทางการวิ่ง
|
ซึ่งไปข้างหน้า และถอยหลัง
|
|
ความเร็วในการวิ่งของพื้นผิว
|
12 นาที/นาที
|
|
เส้นผ่านศูนย์กลางการคลายสูงสุด
|
Ф500mm
|
|
ความจุแบริ่งสูงสุดของเพลาพอง
|
500กก.
|
|
จำนวนเพลาพองที่คลี่คลาย
|
1
|
|
ระบบควบคุม
|
ตั้งค่าปุ่มการทำงานของฟังก์ชัน, ซึ่งสามารถดำเนินการขยายเทปให้เสร็จสิ้น, หยุดชั่วคราว, หยุดฉุกเฉิน, ไปข้างหน้าและย้อนกลับ, การจัดตำแหน่งซ้ายและขวา, เป็นต้น
|
|
ความเร็วคลี่คลาย
|
ความเร็วในการคลี่คลายถูกควบคุมโดย PLC ตามความเร็วในการเคลือบที่ตั้งไว้และข้อมูลการเปลี่ยนแปลงความตึงตามเวลาจริง กำลังคลี่คลายโดยมอเตอร์ AC + ตัวลดกังหัน
|
2.กลไกการเคลือบ
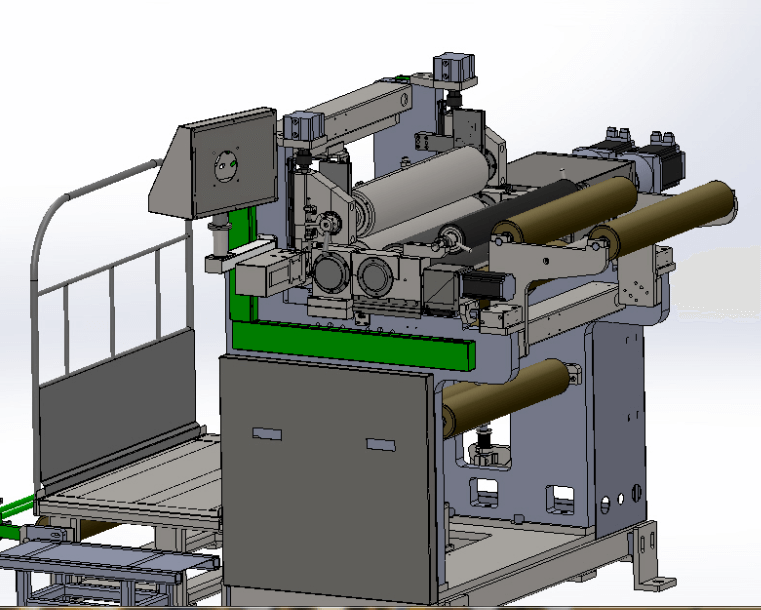
หัวของเครื่องประกอบด้วยกลไกการขูดเป็นหลัก, กลไกลูกกลิ้งเหล็ก, กลไกลูกกลิ้งยางและตัวขับลูกกลิ้งยาง.
·กลไกการขูดจะขับเคลื่อนแกนสกรูที่มีความแม่นยำสูงเพื่อขับเคลื่อนไปยังบล็อกเอียงผ่านตัวลดหนอน, และถ่ายโอนไปยังการเคลื่อนที่ขึ้นและลงของมีดโกนผ่านการเคลื่อนที่ในแนวนอนของบล็อกเอียงและบล็อกเอียง, ซึ่งทำให้การปรับความแม่นยำแม่นยำยิ่งขึ้น, ควบคุมได้ง่ายขึ้น, และลดระยะถอยกลับอย่างมาก.
· กลไกลูกกลิ้งเหล็กเชื่อมต่อกับแท่งเหล็กผ่านคัปปลิ้งไดอะแฟรมคู่ผ่านเซอร์โวมอเตอร์. ตลับลูกปืนลูกกลิ้งเหล็กใช้ตลับลูกปืนนำเข้าที่มีความแม่นยำสูง, ซึ่งช่วยให้มั่นใจได้ว่าค่ารันเอาท์ที่ต่ำกว่า 1.5um หลังการติดตั้งผ่านเอกลักษณ์เฉพาะ วิธีการติดตั้ง.
· เมื่อเทียบกับกลไกลูกกลิ้งยางแบบดั้งเดิม, มอเตอร์ขับเคลื่อนได้รับการแก้ไขแล้ว, และการเชื่อมต่อที่นุ่มนวลของคัปปลิ้งไดอะแฟรมคู่ช่วยหลีกเลี่ยงอิทธิพลของการสั่นสะเทือนของมอเตอร์ที่มีต่อสารเคลือบ, ช่วยให้มั่นใจถึงความแม่นยำของการเคลือบ, หลีกเลี่ยง มอเตอร์และลูกกลิ้งยางเคลื่อนที่ไปมา, ยืดอายุการใช้งานของมอเตอร์, และลดความเฉื่อยของลูกกลิ้งยางในระหว่างการเคลือบ.
· กลไกการขับเคลื่อนลูกกลิ้งยางเชื่อมต่อมอเตอร์กับลูกกลิ้งยางผ่านแกนสกรู, และแปลงการเคลื่อนที่ของการหมุนของมอเตอร์เป็นการเคลื่อนที่ด้านหน้าและด้านหลังของลูกกลิ้งยาง. เบาะรองยางและมอเตอร์ถูกติดตั้ง บนบล็อกสไลด์ที่เคลื่อนย้ายได้, ด้วยการตอบสนองที่รวดเร็วและความแม่นยำสูง.
|
โครงสร้างการติดตั้ง
|
โครงสร้างเพลทแนวตั้งโดยรวมหนา 50 มม., น้ำหนักรวม 1 ตัน
|
|
มอเตอร์ขับเคลื่อนหลัก
|
เซอร์โวมอเตอร์ (750w)
|
|
มอเตอร์ผลักเป็นระยะ
|
เซอร์โวมอเตอร์ (750w)
|
|
การรักษาพื้นผิวลูกกลิ้ง
|
พื้นผิวของม้วนอลูมิเนียมถูกออกซิไดซ์, ความแข็งผิวคือ HRC65, การหมดม้วนคือ≤20μ m, ความขรุขระของผิวคือ ra0.8, ความขนานคือ≤ 0.1mm;
|
|
ลด
|
100:1 พร้อมตัวลด 750W
|
|
โครงสร้างมีดโกน
|
เครื่องขูดจุลภาคสองด้าน, ชุบด้วยไฟฟ้า, เส้นผ่านศูนย์กลางภายนอกΦ 128 มม.,
|
|
การควบคุมการหมุนมุมใบมีด
|
หมุนมือหมุน
|
|
ลูกกลิ้งเคลือบ (ลูกกลิ้งเหล็ก)
|
พื้นผิวชุบด้วยฮาร์ดโครมนำเข้า, ที่มีเส้นผ่านศูนย์กลาง 128 มม.
|
|
ความเครียด
|
การควบคุมแบบวงปิดอัตโนมัติแบบ PID แบบอัตโนมัติ, ช่วงความตึง 0 ~ 50N, ความแม่นยำในการควบคุมความตึง±1n
|
|
ย้อนกลับ
|
เส้นผ่านศูนย์กลาง 160 มม., EPDM นำเข้าสำหรับขนมปังพื้นผิว, การเจียรละเอียดสำหรับพื้นผิวม้วน
|
|
รางผสม
|
การเคลื่อนที่ตรงของกระบอกสูบไร้ก้าน, ปรับความเร็วได้
|
|
แผ่นกั้น
|
วัสดุไซกัง, ปิดผนึกด้วยโฟม, พร้อมแม่พิมพ์มีดพิเศษ
|
|
การปรับความสูงของใบมีดเป็นระยะ
|
การปรับเซอร์โวมอเตอร์: ตั้งค่าขนาดที่ไม่สม่ำเสมอของมีดโกนและลูกกลิ้งเหล็กบนหน้าจอสัมผัส, ด้วยขนาดการปรับขั้นต่ำที่ 0.1um
|
|
ยืนอยู่คนเดียวตำแหน่งหัว
|
การติดตั้งและการใช้งานก่อนการอบแห้ง
|
3.กลไกการอบแห้ง(ความร้อนอินฟราเรด+ความร้อนไฟฟ้าของท่อความร้อนสแตนเลส)
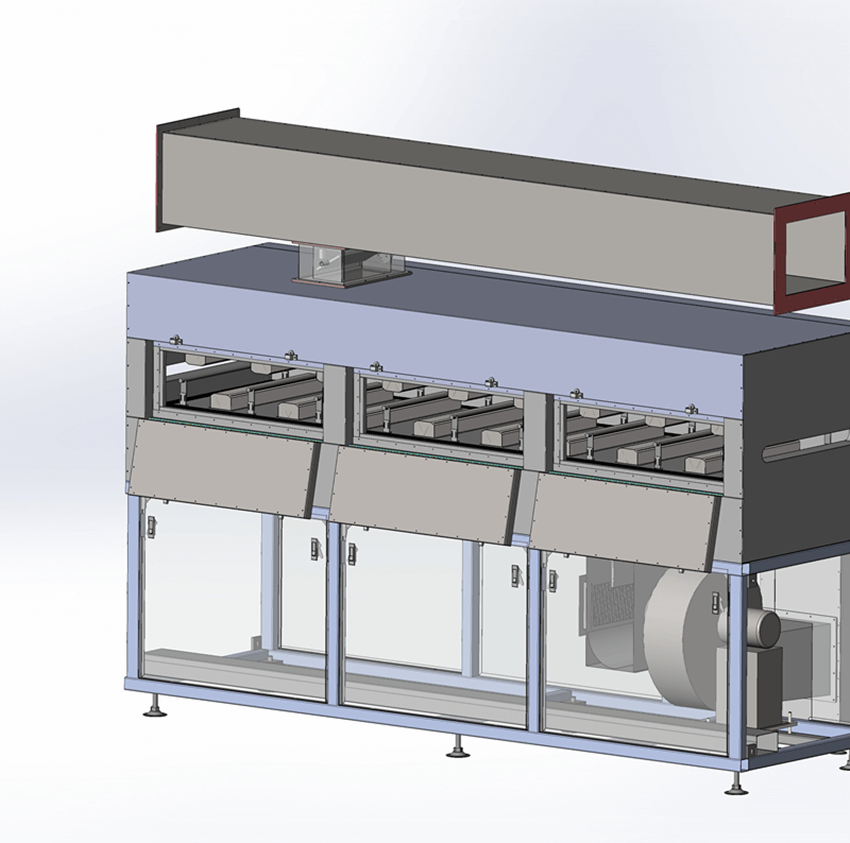
ในส่วนการทำให้แห้ง, พัดลมถูกควบคุมโดยเครื่องแปลงความถี่เพื่อจ่ายอากาศไปยังเตาอบ, ซึ่งถูกทำให้ร้อนด้วยเครื่องทำความร้อนไฟฟ้าก่อนเข้าเตาอบ. และติดตั้งฟังก์ชันหมุนเวียนลมร้อน, ช่วยลดประสิทธิภาพ ต้นทุนการใช้งาน. เนื่องจากใช้ตัวแปลงความถี่ควบคุมมอเตอร์จ่ายอากาศ, การควบคุมปริมาณอากาศสะดวก. พัดลมทำจากสแตนเลสและทนทาน.
|
โครงสร้างเตาอบ
|
ความร้อนอิสระชั้นเดียว, การจัดเรียงขึ้นและลง, เตาอบความร้อนสองเตาแรกใช้โหมดการทำความร้อนถุงร้อนอิสระขึ้นและลง, เตาอบความร้อนสองเครื่องที่สองใช้โหมดการทำความร้อนถุงร้อนทั่วไป.
|
|
เครื่องทำความร้อนเสริม 2 ตัวแรก
|
โครงสร้างความร้อนเสริมอินฟราเรดถูกนำมาใช้เพื่อป้องกันการแตกร้าวในกระบวนการทำความร้อนและเร่งความเร็วการอบแห้ง.
|
|
ความยาวของเตาอบ
|
12 ม. (3 ม. / ส่วน , ทั้งหมด 4 ส่วน)
|
|
เนื้อสัมผัสของวัสดุ
|
สแตนเลส, ภาชนะภายใน มาตรฐานแห่งชาติ SUS304 (1.0 มม.), ภาชนะภายนอก มาตรฐานแห่งชาติ SUS201 (1.2 มม.)
|
|
โหมดการขับขี่ของลูกกลิ้งคู่มือเตาอบ
|
ลูกกลิ้งนำทางทั้งหมดส่วนใหญ่ขับเคลื่อนด้วยเซอร์โวมอเตอร์ที่มีเส้นผ่านศูนย์กลางของΦ 60 มม. และพื้นผิวชุบฮาร์ดโครม; ลูกกลิ้งนำที่หนึ่งและที่สองอยู่ในการกระจายส่วนโค้งจากน้อยไปมาก, ลูกกลิ้งนำทางที่สามและสี่อยู่ในการกระจายส่วนโค้งจากมากไปน้อยโดยมีค่าดรอปทั้งหมด 200 มม..
|
|
การควบคุมอุณหภูมิ
|
มันถูกแบ่งออกเป็นการควบคุมอุณหภูมิการทำงานปกติและการควบคุมการป้องกันของสัญญาณเตือนการตรวจสอบอุณหภูมิเกิน. เมื่ออุณหภูมิเกิน, สัญญาณเตือนด้วยเสียงและภาพจะปรากฏขึ้น, และแหล่งจ่ายไฟความร้อนหลักจะถูกตัดออก แต่ละส่วนถูกควบคุมโดยอิสระอย่างสมบูรณ์
|
|
โหมดทำความร้อน
|
เครื่องทำความร้อนอินฟราเรด + ท่อความร้อนสแตนเลส เครื่องทำความร้อนไฟฟ้า, โครงสร้างการไหลเวียนของอากาศร้อน
|
|
พลังงานความร้อนของเตาอบส่วนเดียว
|
ด้านหน้า 2 ส่วน 22KW * 3M , ด้านหลัง 2 ส่วน 18kw * 3m
|
|
อุณหภูมิในเตาอบ
|
ออกแบบ max150℃ , ความแตกต่างของอุณหภูมิในเตาอบแบบส่วนเดียว≤5℃
|
|
อุณหภูมิพื้นผิวของกล่องระหว่างการใช้งาน
|
≤45℃
|
|
วิธีการเป่า
|
การเป่าลมบนและล่าง, ปริมาณลมบนและล่างตามลำดับโดยวาล์ว, ซึ่งสามารถปรับแบบละเอียดได้ ช่องอากาศด้านบนและด้านล่างใช้ตัวทำความร้อนร่วมกัน
|
|
การควบคุมปริมาณอากาศเสียของแต่ละส่วน
|
ผ่านวาล์วทางกล, การควบคุมอิสระ, การปรับจูนอย่างละเอียด
|
|
โครงสร้างหัวฉีด
|
ทิศทางการเป่าคือ 30 องศาในแนวนอน , และร่องหัวฉีดอากาศถูกเจาะรูด้วยแม่พิมพ์พิเศษ
|
|
การควบคุมพัดลม
|
คอนแทคเตอร์คอนโทรล
|
|
การควบคุมความร้อน
|
โซลิดสเตตรีเลย์
|
|
วัสดุพัดลม
|
สแตนเลส SUS304 มาตรฐานแห่งชาติ
|
|
ความสามารถในการเป่าของแต่ละส่วน (3m)
|
4500m3 / h, แรงดัน: 550pa ที่ความเร็วสูงสุด
|
|
ปริมาณไอเสีย (รวมสอง)
|
10000m3 / h, ความดัน: 600pa ที่ความเร็วสูงสุด
|
|
ระบบการกู้คืนตัวทำละลาย
|
ไม่, เฉพาะการติดตั้งอินเทอร์เฟซ
|
|
การแจ้งเตือนความเข้มข้นของตัวทำละลาย nmp
|
ไม่มี (ฟังก์ชันนี้ต้องยกมาต่างหาก)
|
|
การตรวจสอบความดันห้องแอร์
|
ไม่มี (ฟังก์ชันนี้ต้องยกมาต่างหาก)
|
|
ปริมาณอากาศเสีย
|
100-350 ม.3 / นาที
|











 th
th en
en fr
fr de
de ru
ru es
es pt
pt ko
ko tr
tr pl
pl























 รองรับเครือข่าย ipv6
รองรับเครือข่าย ipv6



